


【应用案例】AUEX系列应用于汽车散热冷凝器生产组装线
炎炎夏日,空调是我们抵御高温的“救星”之一。空调这种可制冷的设备由压缩机、冷凝器、节流阀和蒸发器四个基本部件组成,是通过管道依次连接,形成一个密闭的制冷的循环系统。在这个制冷系统中,冷凝器的主要作用是将制冷过程中产生的热量释放到外界环境中,使压缩机持续输出低温。
在不同的环境中,冷凝器的制作工艺会有差异。汽车的冷凝器采用的是微通道铝管进行钎焊,家用空调的冷凝器是采用铜管进行膨胀。不同的差异会导致生产组装的工艺流程不一,接下来会介绍汽车冷凝器的工艺流程。
工艺流程
汽车散热冷凝器主要是由散热管、散热翅片、集流管、端盖与支架组成。
一、核心部件加工:
(1) 散热管制造:
挤压成型:铝合金坯料加热后,通过模具挤压成多孔扁管(常见4~12孔)。
矫直切割:按冷凝器尺寸切割成段,并矫直保证平整度。
内壁处理:部分高端冷凝器会做内壁涂层(如亲水层)以提升换热效率。
(2) 散热翅片加工:
冲压成型:铝箔经连续冲压机加工成波浪形或百叶窗式翅片(增加湍流,强化散热)。
表面处理:可能喷涂防腐层(如环氧树脂)或亲水膜。
二、 组装与焊接:
(1)芯体组装
穿管与固定:将散热管平行排列,插入翅片间隙,形成“管-翅”结构。
自动化设备确保管与翅片的紧密接触(减少热阻)。
集流管安装:在芯体两端焊接集流管,分配制冷剂流向。
(2)焊接工艺
钎焊(Brazing):在氮气保护炉中加热至600℃左右,使用铝硅焊料(如4045合金)熔化连接。
三、 附件安装与密封测试
焊接进出口接口、安装端盖与支架,再进行气密性检测和性能测试
四、 表面处理和包装
作防腐、干燥处理及包装
解决方案
使用三菱主机通过CC-LINK IEFB总线协议连接我们的AUEX 1616N-CCL+背板总线扩展模块,数字量输入模块接收传感器的信号,串口模块与RS485的温湿度传感器进行数据交互,保障整个生产流程的正常运行。
应用效果
降低成本---AUEX 1616N-CCL耦合器本体自带IO点位,为客户节省了多一个IO扩展模块的成本。
现场图片









 投诉建议
投诉建议
提交

【华茂精选】工业自动化新引擎!华茂欧特总线阀岛如何重塑生产效率?

【华茂精选】Modbus-RTU单机温控表:向传统致敬
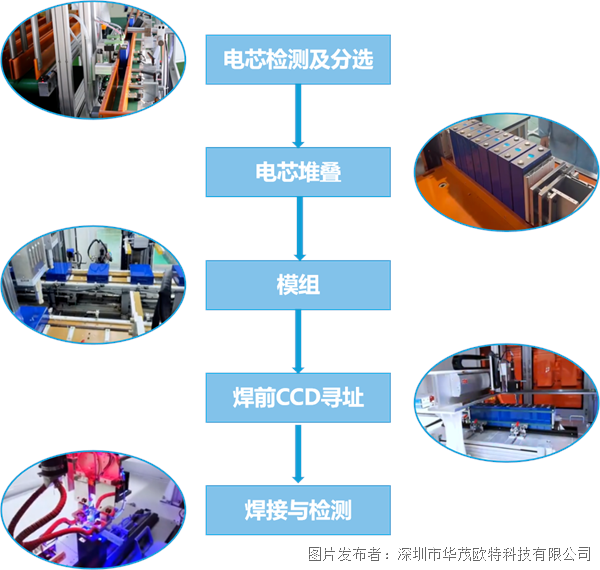
【应用案例】卡片式IO应用于新能源重卡电池包(PACK)激光焊接工艺
【华茂精选】小体积,大能力!工业“热”战场的实力派!
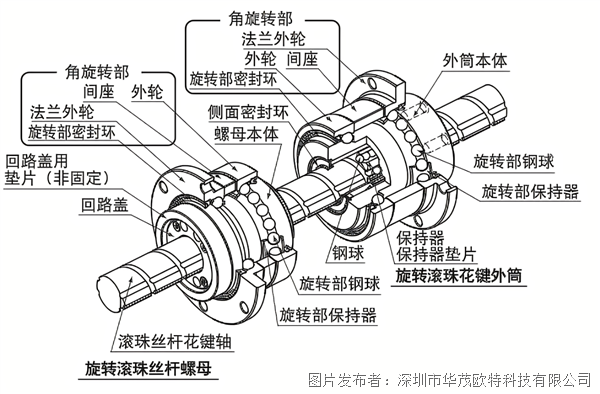
【应用案例】IO-Link主从站模块应用于汽车EPS系统滚珠丝杆装配