


英威腾CHV100在造纸机械上的应用
2006/9/25 10:05:00
█ 引言 造纸企业是高能耗企业每吨纸所耗电能在500度以上,电能消耗十分严重。传统的造纸机械的采用SCR直流调速(大功率)和滑差电机(小功率)传动,在生产过程中经常由于机械磨损、传动带的打滑等因数造成速度匹配失调,形成断纸、厚度不均等现象。为了降低能耗、优化产品质量,提高劳动生产率、现代化的造纸设备多采用多电机分部传动,即在每一个传动分部安装交流电动机并配制相应的变频器、要求各分部能够实现同步控制,也能够在一定的范围内调速。下面以天津某造纸厂为例,阐述INVT-CHV100系列变频器在造纸机械上的应用。 █ 造纸工艺 造纸机械的基本组成部分按照纸张形成的顺序分为网部、压榨、前干燥、后压榨、后干燥、压光机、卷纸机等。其工艺为流浆箱输出的纸浆在网部脱水成型,在压榨部进行压缩使纸层均匀,经过前干燥进行干燥,接着进入后压榨进行施胶,再进入后干燥器烘干处理,然后利用压光机使纸张平滑,最后通过卷纸机形成母纸卷。造纸工艺流程图如下所示: 






 投诉建议
投诉建议
提交
查看更多评论
其他资讯

“守合同、重信用”英威腾诚信营商环境持续向好

英威腾长沙研究所开业运营了!

英威腾再次荣获中国专利优秀奖
英威腾盛装亮相2021中国(上海)国际数据中心产业盛会
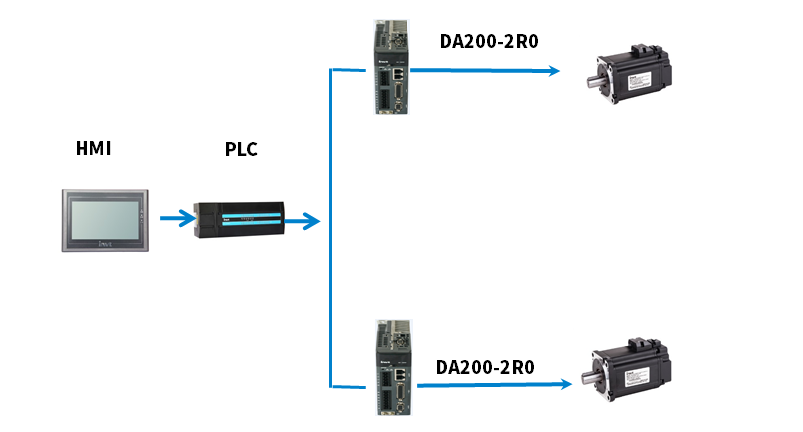
英威腾DA200伺服驱动器在粘虫板机上的应用