


英威腾DA200伺服在追锯的应用
1、追锯简介
关于电子凸轮以前提过飞剪,追锯也是电子凸轮的一种体现,他们最大的不同就是,飞剪始终往一个方向,而追锯是往返运动。在目前的工业生产中,各种材料的定长裁剪是整个过程中非常重要的步骤,随着自动化技术不断的提高,运动控制系统的愈加成熟,定长裁切设备从传统的停锯,逐渐发展到追锯,大大提高了工作效率,同时由于追锯的同步切割性能,相对而言也可以减少电机功率,在成本上也可以有一个比较好的控制。
追锯特点:送料轴保持匀速单向送料,“刀架”伺服电机在切割台上做往复运动,在同步区域内与送料轴速度达到同步,同时完成切割动作,然后反向回到原点,再次追踪同步切割,切割方式可以为气动控制,也可以为电锯控制,因而又作追锯之说。
2、实例

3.追锯运行图


过程详解
A.待机状态:在一个循环开始时,若送料长度尚未达到指定裁切长度,即属于待机状态。伺服随时侦测输入材料的长度及实时速度,采取前置量侦测法,若长度到达前置量,则伺服电机运转进入追速状态。
B.追速状态:送料持续进行,伺服在侦测输入材料长度和速度的同时,并指挥伺服电机依照S曲线加速至与进料速度同步。在进入同步速度的瞬间,锯台与材料的动态相对位置已经整定完成,接着进入同步区。
C.同步状态:一旦进入同步状态,驱动器立刻送出同步信号给外围负责剪切或者锯的机构,要求执行切断动作。同时伺服依然持续侦测进料长度以及速度,随时保持锯台与材料之间的动态相对位置永远不变,如此才能确保裁切断面的平整,当裁切完成之后,裁切装置退出并发出裁切完成信号,伺服收到此信号后则不再持续维持同步,立刻进入减速状态。
D.减速状态:驱动器指挥伺服电机立即从同步区提前进入减速区依照S曲线减速至0,同时仍然持续侦测并累计进料长度,并立即进入回程状态。
E.回程状态:回程过程中,驱动器持续监测第二编码器反馈的进料长度,回程完成后系统自动进入待机状态,等待下一次循环的开始。
4.应用方案介绍
A.物料被变频器运送,外围编码器进行计数。
B.到达前置量后,跟随伺服启动带动滑块沿着导轨与物料方向一致运行,到达设定长度滑块与物料相对静止时锯片伺服启动开始,通过同步带拖动切刀,进行裁切动作,裁切到远端,裁切伺服停。
C.跟随伺服在裁切完之后速度降低至0。
D.跟随伺服反方向返回到起始位置等待下一个周期。
E.传统方式是追随过程只是在PLC内容完成,程序量特别大,程序复杂,而且PLC的扫描速度较伺服要慢的多,PLC控制伺服利用的也是脉冲形式,焊线麻烦,脉冲容易丢失,如果追锯全部由伺服完成将故障率会降的很低,控制精度也会提高。
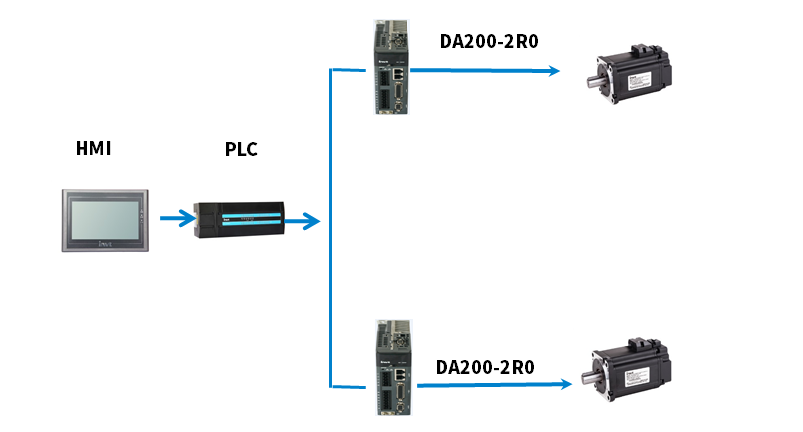
硬件配置
追随伺服:英威腾DA200系列5.5kW
切锯伺服:英威腾DA200系列11kW
PLC:英威腾PLC
外置编码器:德国SICK西克4096线编码器
触摸屏:英威腾7寸屏
电动缸:螺距为10mm的上海某品牌
5.伺服调试及参数设置
485通讯接线


硬件第二编码器接线


CN1控制线
A. DI1(伺服使能)
B. DI3(报警清除)
C. DI7(模式切换)
D. DI8(原点 )
E. DO1(同步信号)
F. DO2(故障报警)
G. COM+ COM-



P0.20=追锯模式 | P7.00=固定位置追锯 | P7.20=40 |
P0.34=150 | P7.01=第二编码器 | P7.21=40 |
P1.01=90 | P7.02=10 | P7.23=80 |
P3.07=17 | P7.06=10 | P7.27=参数计算 |
P3.10=20 | P7.07=1000 | P7.29=同步速度补偿 |
P5.10=3 | P7.08=16384 | P7.30=切割次数 |
P5.11=1 | P7.09=1200(切割长度) | |
P5.16=回原点到后到指定目标位置 | P7.10=340 | |
P5.17=100 | P7.17=270 | |
P5.18=30 | P7.18=100 | |
P5.19=0 | P7.19=1800 | 涉及到凸轮曲线的需要计算生效起作用。 |
6.注意事项
a.编码器分频问题:现场编码器注明为4096线,需4倍频计算后输入参数
b.计长编码器周长:为外围第二编码器滚轮周长
c.第二编码器类型:外围计数第二编码器信号支持差分以及集电极信号
d.点动裁切问题:支持点动裁切功能,将P7.30设置为-1,然后再复位为0,伺服会执行一个周期的裁切动作。
e.同步信号需注意:同步输出信号增加一个延时再触发裁切动作,因为刚进入同步区,速度会有波动。
7.方案总结
a.同样的应用环境,分别使用PLC和英威腾伺服DA200对比,明显发现:PLC控制追锯,切割误差在10mm以内;使用英威腾伺服DA200,切割精度能控制在2mm以内。可见,DA200内置的高速运算性能和伺服系统的快速响应特性可轻松实现追锯功能,DA200在运动精度、输出柔性、速度和加速度控制优势十分明显。
b.追锯适用于:化妆品或者牙膏软管押出机后段的离心刀定长裁切机、高频焊管生产线后段的定长锯切机、斜纹螺旋纸管生产线后段的定长裁切机、PVC管或者异形材挤出机生产线后段的定长锯切机、钢板定长横切机、填装注装机以及需要随着工件移动的专用加工设备。




 投诉建议
投诉建议
提交

“守合同、重信用”英威腾诚信营商环境持续向好

英威腾长沙研究所开业运营了!

英威腾再次荣获中国专利优秀奖
英威腾盛装亮相2021中国(上海)国际数据中心产业盛会
英威腾DA200伺服驱动器在粘虫板机上的应用